
Датчик массового расхода газа
Когда говорят про датчик массового расхода газа, многие представляют себе какую-то стандартную железку, которая стоит на трубе и показывает цифры. На деле же — это, пожалуй, один из самых капризных и важных узлов в любой системе учёта или контроля технологического процесса. Основная ошибка — считать, что все они одинаковы и что главный параметр — это цена. У нас на объекте как-то поставили дешёвый образец, вроде бы с подходящими характеристиками по паспорту, а он на реальной смеси, с нашими колебаниями давления, начал врать уже через месяц. И ведь врал не абы как, а в пределах заявленной погрешности, но систематически. Пока не вскрыли логи контроллера и не сравнили с эталонным замером — не поняли, где собака зарыта. Оказалось, проблема в калибровке под ?идеальный? газ, а не под наш, с примесями.
Что на самом деле скрывается за аббревиатурой ДМР
Если отбросить теорию, то для практика датчик массового расхода — это, в первую очередь, история про надёжность показаний в неидеальных условиях. Не в лаборатории, а на промплощадке, где возможны вибрации, перепады температур, конденсат в линии. Конструктивно многие сейчас идут по пути термоанемометрических преобразователей. Принцип вроде бы прост: нагретый элемент охлаждается потоком, и по затрачиваемой мощности на поддержание температуры судят о массе прошедшего газа. Но вот нюансы... Например, как этот самый элемент защищён от загрязнений? Если в газе есть даже микроскопические частицы масла или пыли, они постепенно образуют плёнку на чувствительном элементе, что меняет теплоотдачу. И датчик начинает ?уплывать?. Казалось бы, тривиальная вещь, но сколько с ней головной боли.
Поэтому сейчас смотрю не только на паспортные данные, но и на внутреннюю конструкцию, на наличие дополнительных сенсоров, например, для компенсации температуры самого газа. Потому что если газ поступает из цеха, где температура может скакать от +5 утром до +25 днём, а калибровка проводилась при +20, то без корректной температурной компенсации погрешность будет гарантирована. И это не дефект прибора, это его ограничение, о котором часто умалчивают в рекламных буклетах.
Ещё один момент, который редко обсуждают, — это инерционность. Для технологических процессов, где нужно быстрое регулирование, датчик с временем отклика в 2-3 секунды может быть неприемлем. А в паспорте часто пишут ?быстрый отклик?, но не расшифровывают, при каких условиях он достигнут. Проверяется только опытным путём, к сожалению.
Из личного опыта: когда теория расходится с практикой
Был у нас проект на одной котельной, где нужно было ставить учёт природного газа на несколько котлов. Выбрали, как тогда казалось, проверенные тепловые датчики расхода газа. Смонтировали, запустили — вроде работает. Но через пару недель операторы начали жаловаться на странные колебания в показаниях между разными линиями при одинаковой нагрузке. Стали разбираться. Оказалось, что на одном из ответвлений стоял нестандартный фильтр-грязевик, который создавал небольшое закручивание потока перед датчиком. А датчик, как выяснилось, был чувствителен к профилю потока. В его паспорте мелким шрифтом было указано требование к прямым участкам до и после, но монтажники, экономя место, их сократили. Пришлось переделывать обвязку.
Этот случай научил меня всегда лично проверять не только ТУ на прибор, но и монтажные инструкции, и дотошно объяснять их монтажникам. Потому что для них главное — смонтировать побыстрее и чтобы физически встало, а тонкости гидродинамики их волнуют мало. А последствия — твоя головная боль.
Кстати, о фильтрах. Сейчас при подборе датчика я сразу смотрю, рекомендует ли производитель конкретные модели фильтров тонкой очистки. Если такой рекомендации нет — это повод насторожиться. Значит, производитель либо не проводил испытаний в ?грязных? условиях, либо закрывает на это глаза, перекладывая ответственность на пользователя.
Рынок и выбор: не только бренды, но и поддержка
Сейчас на рынке много игроков, от известных западных брендов до азиатских производителей. Ценовой разброс огромный. Раньше я скептически относился к продукции из Китая, считая её исключительно бюджетной и ненадёжной. Но со временем понял, что там тоже есть градация. Есть откровенный ширпотреб, а есть компании, которые серьёзно вкладываются в НИОКР и качество. Важно смотреть не на страну происхождения, а на конкретного производителя, его историю и, что критично, наличие технической поддержки в регионе.
Например, не так давно в поле зрения попала компания ООО Ханчжоу Лихуа Наука и Технология (сайт можно посмотреть на https://www.lihua-cn.ru). Их предшественником был завод приборов ?ЛиДа?, основанный аж в 1992 году. Для Китая это солидный срок, означающий, что компания пережила не один рыночный цикл. Они позиционируют себя как высокотехнологичное предприятие, специализирующееся именно на приборах для анализа и измерения газа. Это важный акцент — не на всём подряд, а на узкой специализации. Когда видишь в ассортименте и газоанализаторы, и датчики расхода, это наводит на мысль, что они могут понимать во взаимосвязи состава газа и его расхода, что для корректных измерений очень важно.
Изучая их материалы, обратил внимание, что они делают упор на термоанемометрические и вихревые датчики. Для себя отметил, что у них в описаниях есть важные для практика детали: например, рабочий диапазон температур газа (не окружающей среды, а именно газа!), допустимое содержание пыли, требования к чистоте. Это говорит о том, что техдокументацию писали не маркетологи, а инженеры, знакомые с реальными условиями эксплуатации.
Внедрение и ?подводные камни?: калибровка и поверка
Самая большая дискуссия всегда разворачивается вокруг калибровки. Заводская калибровка — это хорошо, но она, как правило, проводится на воздухе или азоте. А если у тебя технологический газ — метан с примесью высших углеводородов или коксовый газ? Показания будут отличаться. Идеально, конечно, калибровать на реальной среде, но это часто невозможно организационно и дорого. Поэтому сейчас ищешь производителей, которые могут предоставить корректирующие коэффициенты для разных газовых смесей. Это уже серьёзная работа.
Упомянутая ранее ООО Ханчжоу Лихуа Наука и Технология в своих материалах указывает на возможность калибровки под заказ. Для специфических проектов это может быть решающим фактором. Потому что купить стандартный датчик — это полдела. Вторая половина — заставить его точно работать в твоих уникальных условиях.
С поверкой тоже не всё просто. Многие импортные датчики имеют иностранные сертификаты (типа ATEX), но для обязательной поверки в России их всё равно нужно гнать в аккредитованный центр. И хорошо, если поверочная установка в центре может работать с тем типом датчика и в том диапазоне, что тебе нужен. Бывало, что датчик снимали на месяц-полтора только из-за логистики и очереди на поверку. Поэтому сейчас при выборе сразу интересуюсь, есть ли у дистрибьютора или производителя налаженный канал для проведения поверок в РФ, предоставляют ли они подменные приборы на этот период.
Заключительные мысли: на что смотреть сегодня
Итак, если резюмировать сегодняшний взгляд на проблему выбора датчика массового расхода газа. Во-первых, перестать смотреть на него как на чёрный ящик с выходным сигналом. Нужно глубоко понимать принцип действия и его ограничения именно для твоей среды. Во-вторых, тщательно анализировать условия монтажа и эксплуатации — это 50% успеха. В-третьих, выбирать не просто бренд, а поставщика, который обеспечит полный цикл: грамотный подбор, техподдержку, помощь в метрологическом обеспечении.
Появление на рынке таких игроков, как ООО Ханчжоу Лихуа Наука и Технология, с одной стороны, добавляет вариантов, с другой — требует более вдумчивого сравнения. Их длительная история и специализация — хороший знак. Но в любом случае, для критически важных узлов я бы по-прежнему советовал проводить опытно-промышленные испытания перед массовой закупкой. Никакие паспортные данные не заменят работы прибора на твоём конкретном объекте в течение хотя бы пробного периода.
Технологии не стоят на месте. Сейчас уже вовсю развиваются беспроводные и интеллектуальные датчики с функцией самодиагностики. Но фундаментальные проблемы — точность в неидеальном потоке, стабильность при загрязнениях, корректная калибровка — остаются. И их решение по-прежнему лежит не в области маркетинга, а в области грамотной инженерной практики и внимания к деталям, которые в спецификациях часто не видны.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Пояс для снаряжения
Пояс для снаряжения -
 Вторичная редукционная станция
Вторичная редукционная станция -
 Полностью автоматическая шина
Полностью автоматическая шина -
 MFM-B Массовый расходомер газа
MFM-B Массовый расходомер газа -
 LED Цифровой сигнализатор
LED Цифровой сигнализатор -
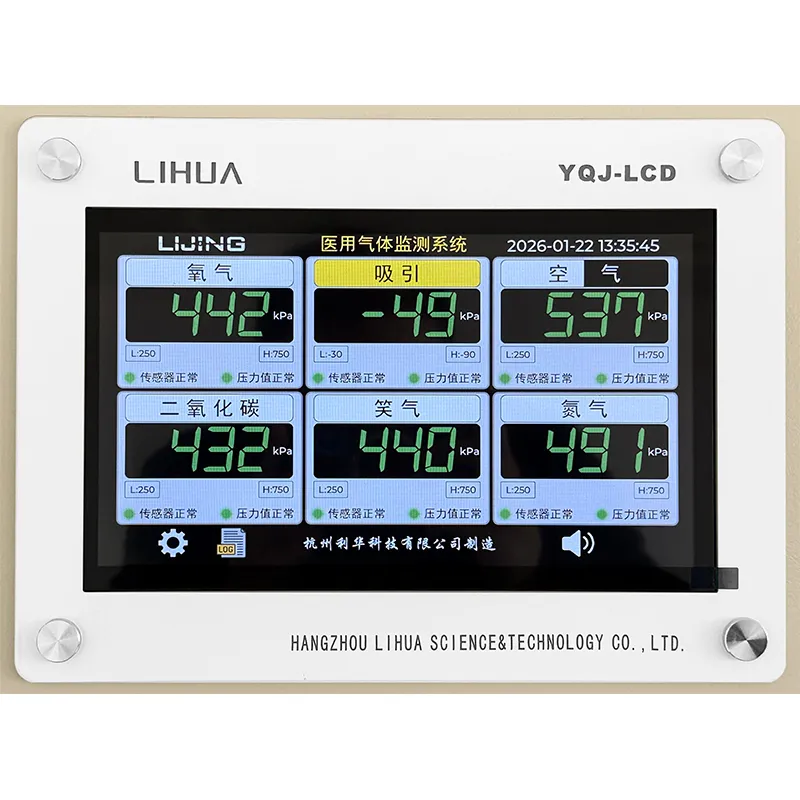 LCD Сигнализатор с жидкокристаллическим дисплеем
LCD Сигнализатор с жидкокристаллическим дисплеем -
 CY-100B Анализатор концентрации кислорода
CY-100B Анализатор концентрации кислорода -
 LCD Сигнализатор с жидкокристаллическим дисплеем
LCD Сигнализатор с жидкокристаллическим дисплеем -
 LZR Массовый расходомер газа малого расхода цифровой, модели 200, 300
LZR Массовый расходомер газа малого расхода цифровой, модели 200, 300 -
 Расходомер кислорода LYX-10
Расходомер кислорода LYX-10 -
 Блок клапанов
Блок клапанов -
 CY-100 Анализатор кислорода для ампул
CY-100 Анализатор кислорода для ампул
Связанный поиск
Связанный поиск- Кислородный ингалятор ки 3
- Кислородный ингалятор рик 1
- Редуктор ингалятор кислородный кри 3
- Ингалятор кислородный баллон 2 л
- Расходомер счетчик газа
- Кислородный ингалятор 2л
- Система сигнализации для медицинских газов
- Ингалятор кислородный основной элемент
- Накладной расходомер газа
- Датчик расхода газа дрг 5 8 33






