
Контроллер расхода кислорода
Когда говорят про контроллер расхода кислорода, многие сразу представляют себе простой расходомер. Это главное заблуждение, с которым сталкиваешься постоянно. На деле, это именно управляющий блок, который не только меряет, но и регулирует, часто в связке с клапанами, и от его стабильности зависит вся система — будь то в медицине, металлургии или на производстве сварочных смесей. Если расходомер можно грубо сравнить с глазами, то контроллер — это мозг и руки процесса.
Из чего складывается реальная работа
На практике ключевое — это интерфейс управления и тип датчика. Часто заказчики просят ?просто контроллер?, а потом выясняется, что им нужен аналоговый выход 4-20 мА для старой АСУ ТП, или цифровой протокол типа Modbus, или вообще готовый ШИМ-сигнал для прямого управления соленоидным клапаном. Без этих деталей начинается подгонка, которая редко бывает идеальной.
Вот, к примеру, случай с одной лабораторией по выращиванию кристаллов. Им был важен не просто точный расход, а плавность его изменения по заданному алгоритму — чтобы не было скачков давления. Стандартный контроллер расхода кислорода с ПИД-регулированием не подошёл, пришлось искать модель с возможностью программного задания кривой изменения расхода. Это уже уровень специализированных решений, а не серийных приборов.
Ещё один нюанс — калибровка. Многие думают, что раз прибор куплен, то он готов к работе. Но кислород — газ активный, и со временем, особенно при наличии примесей, показания могут ?уплывать?. Мы всегда настаиваем на периодической поверке по месту, хотя бы раз в год, особенно если речь идёт о медицинском применении. Видел системы, где из-за пренебрежения этим падала эффективность оксигенации в стационаре.
Ошибки монтажа, которые дорого обходятся
Самая распространённая проблема — установка без учёта прямых участков трубопровода до и после прибора. Для тепловых массовых расходомеров, которые часто стоят в основе контроллеров, это критично. Турбулентность потока искажает показания на 10-15%, а иногда и больше. В проектах это часто упускают, потом приходится переделывать обвязку.
Второй момент — материалы. Для медицинского кислорода нужна особая чистота внутренних поверхностей, обезжиривание. Как-то раз столкнулся с ситуацией на небольшом производстве: контроллер показывал нестабильность. Оказалось, при монтаже использовали обычную трубную пасту, пары которой конденсировались в магистрали и влияли на сенсор. Пришлось всё разбирать и промывать спиртом.
И, конечно, электропитание и заземление. Помехи от силового оборудования могут вызывать хаотичные скачки в показаниях цифровых контроллеров. Это не всегда очевидно при пусконаладке, проявляется позже. Всегда рекомендую выделенную линию питания и проверку качества земли.
Выбор поставщика: опыт с китайскими производителями
Рынок сейчас заполнен предложениями, в том числе из Китая. Здесь важно не гнаться за самой низкой ценой, а смотреть на специализацию завода. Универсальные производители всего и сразу, как правило, делают средние по надёжности приборы. Лучше искать тех, кто сфокусирован именно на газоаналитике и расходомерах.
В этом контексте могу отметить компанию ООО Ханчжоу Лихуа Наука и Технология (сайт: https://www.lihua-cn.ru). Их предшественником был завод приборов ?ЛиДа?, работающий с 1992 года. Это не просто торговый дом, а именно высокотехнологичное предприятие, которое специализируется на приборах для анализа и измерения расхода газов. Для меня такая глубокая специализация — важный признак.
Почему это имеет значение? Потому что контроллер расхода кислорода — это не корпус с платой. Его сердце — сенсор. Заводы, которые сами разрабатывают и производят сенсоры (а ?ЛиДа?/?Лихуа? как раз из таких), обычно лучше контролируют их калибровку и долгосрочную стабильность. У них есть своя метрологическая база. Это чувствуется, когда работаешь с их приборами несколько лет — дрейф минимальный.
Когда цифровой интерфейс — это не роскошь, а необходимость
Сейчас всё чаще заказчики просят не просто контроллер, а устройство, встроенное в общую сеть мониторинга. Тут уже встаёт вопрос о выборе протокола. Modbus RTU по RS-485 — это классика, надёжная и простая для промышленных цехов. Но для новых объектов всё актуальнее становится Ethernet и Modbus TCP, или даже беспроводные интерфейсы.
Работал над проектом распределённой системы подаoxygenа в крупном НИИ. Там стояло около двадцати точек контроля. Использовали как раз контроллеры с выходом RS-485, объединённые в одну сеть, которая сводилась в SCADA-систему. Главной задачей было не регулирование в каждой точке, а централизованный мониторинг и аварийное оповещение. Контроллер расхода кислорода в такой схеме становится источником данных, и его надёжность связи выходит на первый план.
Сложности начинаются при интеграции оборудования разных марок. Протокол вроде бы один — Modbus, но адреса регистров, форматы данных — у всех разные. Поэтому, если есть возможность, лучше строить систему на приборах одного производителя, того же ООО Ханчжоу Лихуа Наука и Технология, чтобы избежать головной боли с настройкой драйверов и отображением данных.
Медицинская специфика: где требования жёстче всего
Отдельно стоит сказать про применение в медицине — в кислородных станциях больниц, аппаратах ИВЛ, палатах интенсивной терапии. Здесь к контроллеру расхода кислорода требования не только по точности, но и по бесперебойности, безопасности, а также по документальному сопровождению. Прибор должен иметь необходимые разрешения и регистрации (как Росздравнадзора в РФ).
Опыт показывает, что в медицине часто критичен не максимальный расход, а точность в нижнем диапазоне, например, при титровании кислорода для новорождённых. Контроллер должен уверенно работать и на 0.5 л/мин, и на 50 л/мин. Не все серийные промышленные модели на это способны, нужна специальная линейка.
Из практики: при модернизации кислородной системы в одной клинике столкнулись с тем, что старые механические регуляторы не обеспечивали нужную точность. Установили цифровые контроллеры с возможностью дистанционного задания уставок из поста медсестры. Важным было наличие резервного питания и аварийного байпаса на случай отказа электроники. Подобные нюансы производитель, работающий с медицинским оборудованием, понимает и закладывает в конструкцию.
В итоге, выбор контроллера расхода кислорода — это всегда компромисс между точностью, надёжностью, интерфейсом и стоимостью. Но экономить на его качестве — значит закладывать риски в самую основу технологического или лечебного процесса. Гораздо дешевле один раз правильно выбрать и смонтировать, чем потом устранять последствия сбоя.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 MFC-L400 Контроллер массового расхода газа
MFC-L400 Контроллер массового расхода газа -
 Пояс для снаряжения
Пояс для снаряжения -
 Расходомер кислорода LYX-10
Расходомер кислорода LYX-10 -
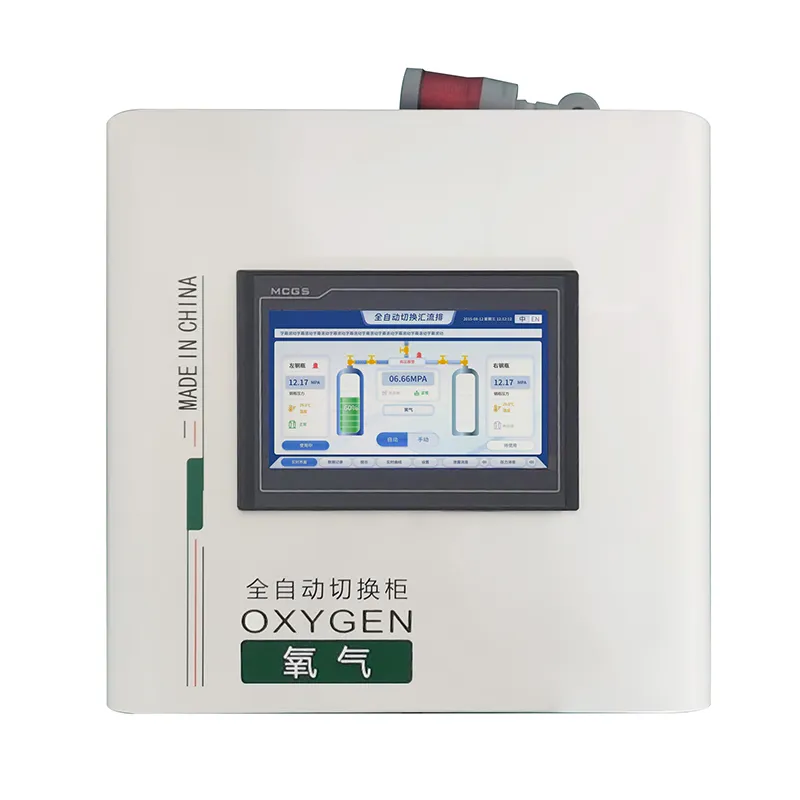 Шкаф автоматического переключения магистралей
Шкаф автоматического переключения магистралей -
 LZR Массовый расходомер газа малого расхода с ЖК-дисплеем, модели 200, 300
LZR Массовый расходомер газа малого расхода с ЖК-дисплеем, модели 200, 300 -
 MFM-B Массовый расходомер газа
MFM-B Массовый расходомер газа -
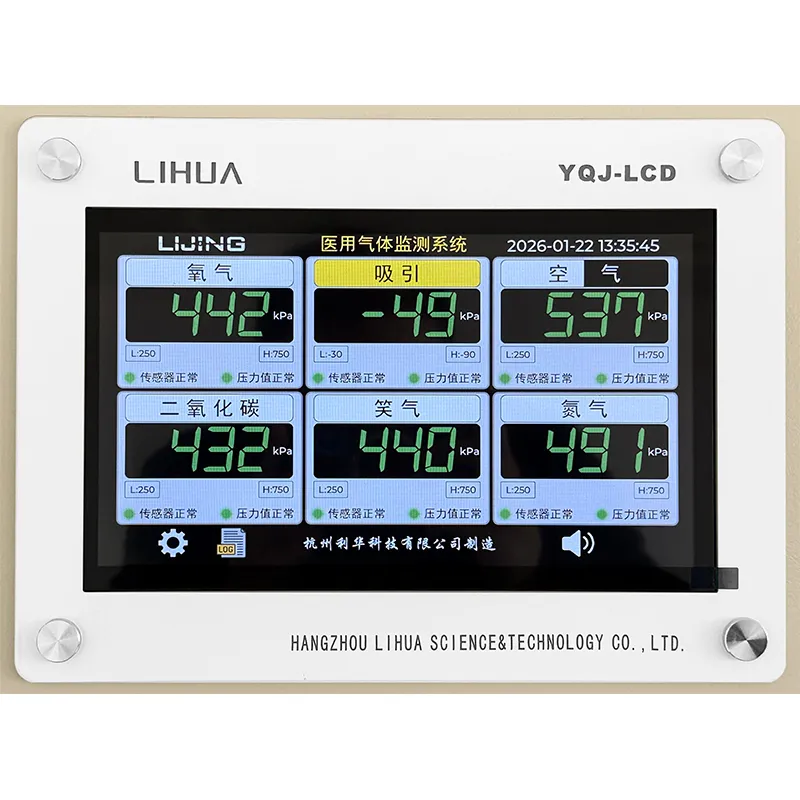 LCD Сигнализатор с жидкокристаллическим дисплеем
LCD Сигнализатор с жидкокристаллическим дисплеем -
 CYK-50A Анализатор-сигнализатор концентрации кислорода
CYK-50A Анализатор-сигнализатор концентрации кислорода -
 LED Цифровой сигнализатор
LED Цифровой сигнализатор -
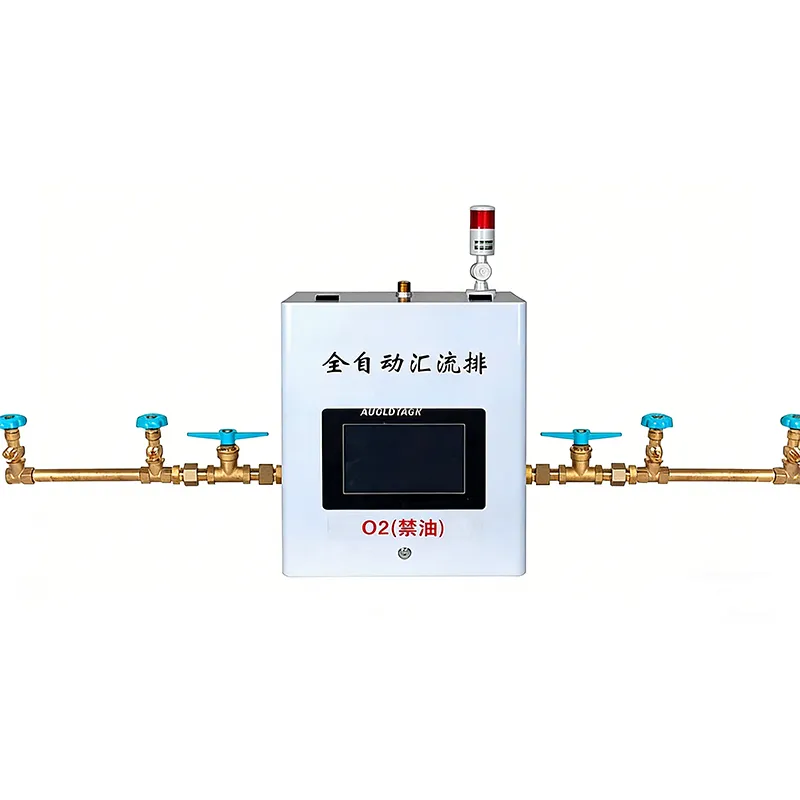 Полностью автоматическая шина
Полностью автоматическая шина -
 Блок клапанов
Блок клапанов -
 LCD Сигнализатор с жидкокристаллическим дисплеем
LCD Сигнализатор с жидкокристаллическим дисплеем
Связанный поиск
Связанный поиск- Анализатор кислорода cy-100b
- Расходомер промышленного азота
- Ингалятор кислородный ки 11 01
- Анализатор кислорода для детских кувезов
- Ингалятор кислородный основной элемент
- Расходомер потока газа
- Система сигнализации для медицинского кислородного давления
- Расходомер газа ротаметр
- Кислородный ингалятор 2л
- Датчик расхода газа awm43600vh






